

质量可靠:生产制作全程监控,精细入微,全方位质量检测!
发货迅速:金山区实体工厂,备货充足,常规泵型现货供应!
专业定制:高级技术师在线选型报价,非标泵型可沟通定做!
售后完善:专业工程师实时在线,可快速响应各类疑难故障!

自动称重系统的设计采用HMI+PLC系统,将多台传感器、执行器整合成强大的称重配料控制系统,可应用于各种要求精确控制、计量定量投加的化工操作单元。
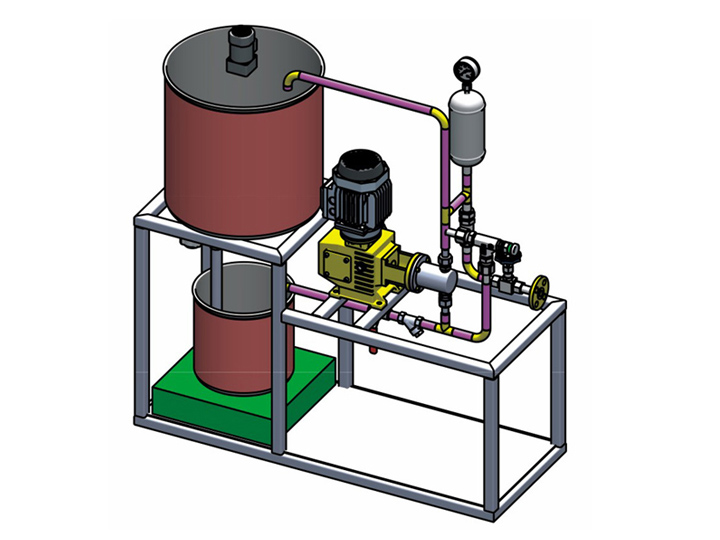
加药装置所有设备集中安装在钢制基座上,整套设备包括称重计量系统、加热保温系统、液体投加系统及自动控制系统。
称重计量系统由称重传感模块、称重台、水平调节器及附件组成。
加热保温系统由储罐、搅拌机、液位计、电磁阀及管路等组成。
液体投加系统由加药泵,安全阀、背压阀、脉冲阻尼器、压力表、球阀、管道混合器、管路及附件组成。
自动控制系统由工业PH计,接触器及控制电路组成,负责对各个用电设备进行操作。控制方式为PLC+HMI全自动控制,由仪表变送器将传感器采集到的信号传送至PLC,经过PLC程序运算后,对加药系统进行自动控制,并在HMI界面上显示相关参数。
上桶储罐安装了高、低液位开关,分别对储罐的高、低液位进行检测及控制,当到达高液位时,进液电动球阀1关闭进液动作;当到达低液位时,发出警告并停止加热。下桶储罐采用低液位开关及称重模块对液位进行自动控制,当称重模块检测到设定值的下限时,自动打开中间的电动球阀2,将上桶预热好的介质排放至下桶;当称重模块检测到设定值的上限时,关闭电动球阀2;另外下桶还安装了一个低液位浮子开关,当下桶液体被输送完至低液位时,系统关闭加热、停止计量泵并发出报警。
1.加药计量量精确、恒定。
2.加药泵寿命长,机械性能稳定。
3.操作管理简便,数据记录可查。
4.药剂投加量易于调节。
5.本设备是一种新颖的加药装置,所有设备、管道及阀门均集中安装在钢支架上,具有
结构紧凑、占地面积小和易于运输安装等优点。
6.主设备选用柱塞式计量泵,泵过流部分为304,它采用了一种特殊而简单的密封方式,因而具有良好的密封性,可满足多种介质工况要求
本公司生产的 CT Z-型称重式配料加药装置,适用于对粉体物料、化学流体介质进行溶液配制、注入、投加、输送、计量等工艺处理单元。















